"Takumi’s" Craftsmanship/Nano's Technical Strength
Nano = Technical Strength "Nano Corporation pursues MONOZUKURI or product making by focusing on the essence of things. Nano Corporation possesses technical strength that enables assembly with an accuracy of close to “0” error: through paying greater attention on strains caused by heat and stress in handling the material; by heat treatment that constrains errors and deformation due to aging after processing; with final finish by craftsmen added to finish by machine, not to mention one by hand; by manual inspection avoiding too much trust on machine processing."
We accept orders for processing by our “Takumi” for hire.
Lathe Processing
In lathe processing, part materials are rotated and cut with bites (cutting tools). By changing the ways of attaching and feeding the bites, materials can be processed into various shapes and other processing such as grooving, drilling and thread-cutting (inner/outer) can be carried out.
Materials of poor machinability (cuttability) such as stainless steel, tantalum, cobalt, nickel, etc. are quite difficult to process with high-precision. To process these hard-to-cut materials with high-precision, not to mention knowhow, experience and techniques, tools that match characteristics and shapes of raw materials are required.
Our "Takumi," Shigeichi Kato, for lathe has been engaged in the field for 50 years. He has devised the best processing methods for every shape and characteristic that can only be acknowledged through his long experience in the processing. Also, he provides customers with products meeting with each customer’s request by using many unique bites of his own making that can cope with materials of poor cuttability.

Milling
In milling, part materials fixed on a jig are cut with rotating milling cutter provided with multiple blades. This can deal with various processing methods including flat surface cutting and grooving, as well as chamfering and shoulder cutting.
In processing parts, just inputting the data noted in the machining drawings can hardly clear the precision requirement for finished products. This, conversely, means it is possible to process with completion drawings only. As with lathe processing, not to mention knowhow, experience and techniques, tools that match characteristics and shapes of raw materials are required.
Our “Takumi,” Kazuyuki Kashibuchi, for milling has been engaged in the field for 50 years. With his deep knowledge of material characteristics and habits of milling machines, he carries out the processing while removing strains. Also, taking the effect of temperature and humidity of work place as well as temperature of milling machine into account, he achieves micron accuracy with his superb milling technique depending on not only the indicators but also his hand feeling.
Polish processing
In polish processing, part materials fixed on a jig are ground and polished with rotating hone. This can deal with various polishing including outer diameter polishing, bore polishing, flat surface polishing, and cylinder polishing.
The hardest thing in polish processing is to do it on long and thin materials. Due to the magnet to fix materials, warpage can't help but occur in a certain direction. To process them with high-precision avoiding warpage, it is important to select and apply the best processing procedures each time out from numerous ones, that matches shapes and characteristics of materials, based on experience.
Our “Takumi,” Hiroshi Yamagishi, for polish processing has accumulated know-how on this over 20 years. From numerous patterns in work sequence based on the characteristics and shape of material, he can judge and take the most appropriate one at once. Also, aiming at the accuracy of 0.1 micron, he never fails to ensure strict inspection by using his measuring equipment of his own making for flatness/right angle.

Finish processing/Assembly
Finish processing requires techniques with accuracy of 0.1 micron such as “Kisage” or Japanese traditional scraping and lapping. Assembly is all carried out manually. Precise measurement with autocollimator and micro adjustment with lapping plate for flatness and squareness are used in assembly.

Kisage is a technology of scraping the convex portion (red contact) that can be seen by matching the surface painted with red lead and the other one with a tool, the tip of which a blade is attached to. It can achieve accuracy of 0.1 micron and, by decreasing the contact between the blade and mating surface, working with 0.01 micron accuracy is also possible.
In assembly process to complete final products, as well as the experience and technique of Takumi, accuracy of autocollimator for measurement of precision of surface and rectangular, its measurement environment and measuring procedures are also important elements. For fine adjustment, a lapping plate is mainly used, with which minute misalignment generated during assembly is ultimately adjusted. Our “Takumi,” Nesaburo Shinbo, for assembly has been engaged in the field for 30 years. He takes pride in his precise hand work based on exact measurement with autocollimator, which cannot be accomplished by machines. In the trial run, in the presence of customers, he goes over it to customers’ content.

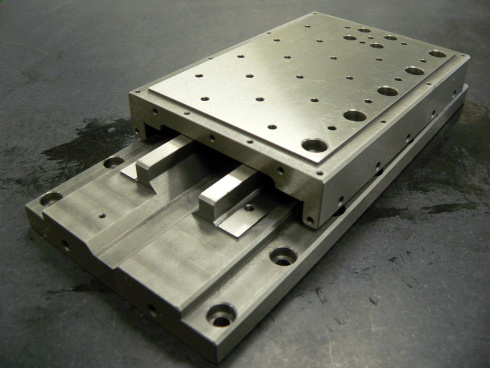
Processing examples